项目背景
某汽车零部件制造企业拥有80台不同品牌(如FANUC、SIEMENS、GSK)的CNC机床,需实现以下目标:
1.实时监控设备运行状态(开机/关机/故障)。
2.采集关键参数(主轴转速、报警代码)用于预测性维护
实施过程
1.硬件准备
材料/工具 型号/规格 用途说明
工业数采网关 CNC网关 支持FOCAS/OPC UA/GSK-Link协议
通讯线缆 超六类屏蔽网线 抗干扰传输
交换机 TPLINK交换机 车间级数据汇聚
▲ 网关部署在机床控制柜旁,通过以太网直连CNC控制器

协议适配与配置
核对现场各设备的品牌型号对应的配置其数采网关的协议,在控制面板更改CNC机床的IP地址设置网关与机床IP同网段通讯,针对不同品牌的CNC机床,准确的导入对应的点位地址模板,保证数据通信的稳定,数据采集的准确。
FANUC机床IP面板更改:
1.点击面板SYSTEM按钮后点击▶进行翻页。
2.翻页找到内藏口并按下对应按钮。
3.在公共界面修改目标IP。

4.设置目标IP完成后按“再启动”按钮,再启动后按“执行中”按钮并等待完成。
5.完成对目标IP更改操作后重复第一第二步,在FOCAS2界面中修改端口号8193。
6.修改完端口号后,按“再启动”按钮,再启动后按“执行中”按钮并等待完成。
GSK 980Tdi机床IP面板更改:
1.面板打到MDI输入模式后,点击设置。
2.输入密码797808后点击确认,打开参数开关后点击确认。
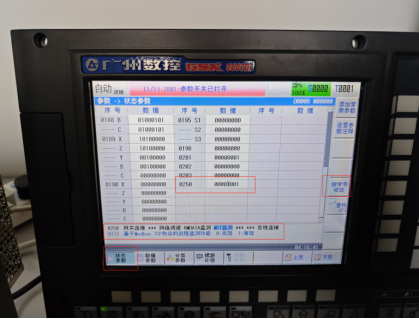
3.点击面板上参数按钮,进入状态参数页面,将0250号参数按位修改第五位参数为1( MBT监测,基于Modbus TCP协议的远程监测功能0:无效1:有效)
4.设置参数完毕后,关闭设置中的参数开关,重启系统面板保存更改的参数,否则机床会报警。
网关配置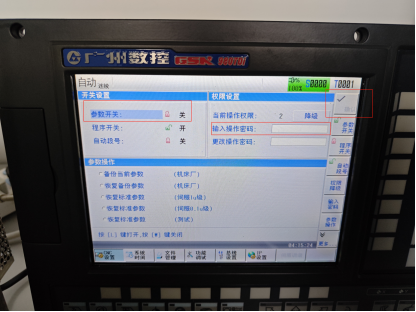
1.硬件出厂以太网接口默认LAN1: IP:192.168.1.230,LAN2/3: IP:192.168.0.230;
2.通过浏览器输入192.168.1.230 推荐使用Google浏览器。
网关配置流程
配置网关网口IP地址及网络连接方式(4G或者WIFI)。
方法一:快速配置:按网页提示流程提示,设置机床IP、端口,远程推送方法。
方法二:正常配置:平台配置(MQTT及其他推送方法)—通道配置(设备IP端口)–设备配置(点位配置)
网关平台配置:
平台名称:自定义名称。
数据对接方式MQTT,其他OPCUA、HTTP、TCP、UDP是可选定制项,请联系售后服务。
推送方式:下拉选择,默认支持MQTT
服务器地址:MQTT服务器地址
端口号:MQTT服务器提供的端口号
客户端ID:自定义MQTT ID,注意同一个MQTT服务器ID不可以重复。
用户名:用户名
密码:密码
高级-自定义推送格式
当默认提供格式不可以满足要求时,我们可以提供自定义推送格式。请联系我们售后服务定制推送格式。
网关通道配置:
添加新设备通道
通道名称:自定义通道名称,建议用设备名称
通道描述
通道类型:FANUC默认一般选择TCP通道
IP地址:机床IP地址
端口:FANUC默认端口8193,与机床TCP端口设置一致

网关设备配置:
设备配置:配置设备基本信息及点位。
设备编号-设备唯一编号,如资产编码。
设备名称:自定义设备名称
设备描述
设备通道:关联通道配置的通道,下拉选择即可。
设备类型:选择fanuc CNC通用
采集周期-单次循环采集频率,单位MS(毫秒),1秒=1000毫秒。
推送平台:下拉选择推送平台。
推送主题:MQTT主题,{devid}变量:代表设备编号。
推送格式-提供2种常用格式供选择,选中后会提供格式样例。
网关点位配置:
提供批量点位添加及自定义点位配置添加,选中点位可对点位进行编辑、删除操作,提供宏变量及PLC变量自定义添加。


网关网络配置:
网络配置:对以太网、WIFI、4G、VPN进行配置,同时提供了网络诊断工具。
网关有线网络配置:
Eth0(网卡1)代表LAN1,DHCP代表是否取用自动获取IP地址
Eth1(网卡2)代表LAN2/3,DHCP代表是否取用自动获取IP地址
IP地址:设置IP地址
子网掩码:设置子网掩码
网关:设置网关
网关WIFI设置:
WIFI目前支持2.4G WIFI网络,DHCP代表自动获取IP地址。
WIFI用户名
WIFI密码
IP地址:设置IP地址
子网掩码:设置子网掩码
网关:设置网关
网关4G设置:
4G版本,目前支持4G(移动、联通、电信),物联网卡请联系配套采购。
APN(Access Point Name)配置 APN是指访问公共网络时所需的网络名称,默认不需要配置
拨号用户名和密码
根据移动物联卡提供的用户名和密码进行相应配置,默认不需要配置
4G网络信号查看
网络参数不清楚请咨询公司网络管理部门
网关采集数据查看:
设备状态-采集状态
点位状态-查看采集点位状态
平台状态-查看平台连接状态及推送次数推送内容-显示推送平台数据
数据采集与传输
MQTT数据格式示例
{
“device_id”: “CNC-No-17”,
“timestamp”: “2024-05-20T14:30:00Z”,
“data”: {
“spindle_speed”: 4500,
“alarm_code”: “0”,
“tool_life_remaining”: 85,
“status”: “running”
}}
▲ 网关通过MQTT协议加密传输至云端
采集数据项
数据类型 具体参数 采集频率
设备状态 开机/关机/运行中/报警 1秒/次
主轴参数 转速、负载电流、温度 100ms/次
报警信息 报警代码、报警描述、发生时间 实时触发
加工信息 当前加工程序号、已加工数量 10秒/次
生产管理优化
设备状态可视化看板覆盖率达100%,停机时间减少25%;
通过OEE分析发现3台机床利用率不足50%,调整后产能提升15%。
2.预测性维护
主轴温度模型预警故障12次,避免损失;
刀具更换周期从固定时长改为动态预测,成本降低22%。


























